13513279875
13513279875
联系人:李经理
电 话:13513279875
邮 箱:1286855804@qq.com
网 址:www.cxgxmj.com
地 址:沧县薛官屯乡薛官屯村

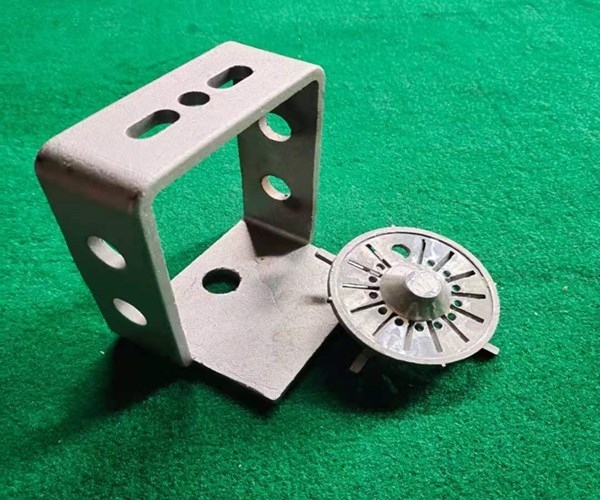
铸件在浇注过程中经常出现在模具中的零件,危及到精密铸件的质量、规格的精度以及成型设计和加工工艺的难度系数。浇注件的选择标准:
精密铸件的关键生产加工面或关键生产加工面向下或位于侧面:在加工精密铸件中,金属材料液中的蒸汽和熔渣以及模具中的砂粒会上升,这可能会在铸件的上端造成气孔、飞边和沙孔等缺陷,而当铸件的下侧出现缺陷时,机构具有较高的密度。
在床身浇注位置,滑轨应朝下,以保证关键掘进工作面的质量。圆顶质量要求高,所以立浇方案可以让圆顶在侧面,质量和数量对称一致。
精密铸件大型平面向下或倾斜浇注:由于浇注时铁水料液在模具上端有明显的辐射热,壁顶砂型膨胀、拱起甚至开裂,使大型平面出现夹砂、沙孔等缺陷。精密铸件生产厂家跟大家说大型平面生产制造中的焊接缺陷可以通过大型平面朝下或倾斜浇注的方式来防止。
精密铸件厚壁朝下、侧立或倾斜:为避免铸件厚壁造成的冷隔和浇注失败的缺陷,铸件下方应放置总面积大的厚壁,或放置在外壁或倾斜部位。
精密铸件的大部分厚度应放置在分析表面的顶部或侧面。主要目的是便于将浇口放置在较厚的部位进行进料。